
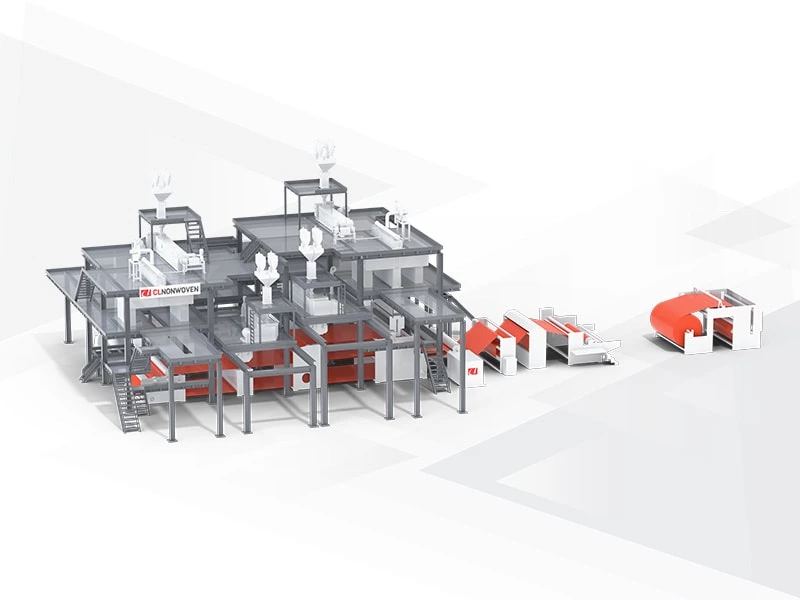
Линия SMMS для производства спанмелта
В 2006 году компания CL построила первую в Китае линию SMMS. SMMS состоит из нетканого полотна спанбонд, нетканого полотна мелтблаун, нетканого полотна мелтблаун и нетканого полотна спанбонд. По сравнению с SMS, он имеет более высокий гидростатический индекс, что делает его более подходящим для медицинского применения. Его можно использовать для изготовления хирургических халатов, хирургических штор, хирургических обмоток, медицинских простыней, одежды для мытья рук, изоляционных халатов, лабораторных халатов и т.д.
Техническая спецификация машины для производства нетканого полотна SMMS
(Эксклюзивная патентная технология CL - двойной дизайн полотна)
| модель | Эффективная ширина | Ткань Gsm | Скорость машины | Сырье | Вместимость |
| 1600 SMMS | 1600 | 8-80gsm | 550m/min | PP Chips | 12.5 Ton/Day |
| 2400 SMMS | 2400 | 8-80gsm | 550m/min | PP Chips | 19 Ton./Day |
| 3200 SMMS | 3200 | 8-80gsm | 550m/min | PP Chips | 25 Ton/Day |
| 4200 SMMS | 4200 | 8-80gsm | 550m/min | PP Chips | 33 Ton/Day |
ОБЗОР ПРОИЗВОДСТВЕННОЙ ЛИНИИ
Эта машина для производства нетканых материалов используется для производства нетканого полотна с использованием процесса прядения полипропилена (PP), формирования полотна и термоскрепления. Используя PP в качестве основного сырья, а также добавки, такие как красители, антиоксиданты, анти-пиллинг агенты и антипирены, мы производим нетканые материалы различных цветов и свойств, подходящие для различных применений. Эта производственная линия может производить продукты SS PP спанбонд и SMMS PP спанмельт, которые можно изменять в зависимости от позиционирования на рынке и потребностей клиентов.
Сортировка SMMS: S1 → M1 → M2 → S2 от формователя полотна в направлении каландра.
ОБЩИЕ ТРЕБОВАНИЯ К ОСНОВНОМУ ОБОРУДОВАНИЮ ЛИНИИ SPUNMELT
1 Основное оборудование системы спанбонда (Всего 2 комплекта)
1.1 Система дозирования (2 комплекта)
Каждая система использует автоматическую подачу с отрицательным давлением. Трубопровод для подачи изготовлен из нержавеющей стали толщиной 1 мм. Система дозирования предоставляет интерфейс для запроса через операционную панель основного оборудования, а сигнал тревоги выводится на консоль основного оборудования для удобной проверки. Предоставлено 2 бака для материалов емкостью 2 тонны каждый и 2 комплекта вентиляторов высокого давления мощностью 11 кВт. (S1 и S2 одинаковы).
1.2 Винтовой экструдер (2 комплекта)
Функция и состав оборудования: это устройство предназначено для прессования и плавления гранул PP, состоит из редуктора, шнека, смесительной головки, гильзы, керамического нагревателя, рамы и других компонентов. Оборудовано автоматической системой контроля температуры, охлаждающей системой и системой сигнализации. Основной привод использует управление с преобразованием частоты. Температурный контроль каждой зоны осуществляется с помощью модуля температурного контроля, твердотельного реле и термистора Pt 100, образуя замкнутую систему контроля температуры.
1.3 Экструдер для переработки материалов (2 комплекта)
Функция и состав оборудования: для переработки кромочных материалов. Состоит из шнека, гильзы, выпускной головки, фильтра расплава, привода, системы нагрева, теплоизоляционного устройства, рамы, системы контроля температуры и давления, вала подачи кромочного материала и направляющего колеса. Используется частотное регулирование скорости переменного тока. Температурный контроль каждой зоны осуществляется с помощью модуля температурного контроля, твердотельного реле и термистора Pt 100, образуя замкнутую систему контроля температуры. Выпускная головка оснащена обратным клапаном и индикатором давления.
1.4 Фильтр расплава (2 комплекта)
Прямое соединение с экструдером через фланец, состоит из двух фильтрующих блоков.
1.5 Шестеренный насос и привод (2 комплекта, последняя разработка CL)
Тип: шестеренный насос
1.6 Корпус прядильной головки (2 комплекта, последняя разработка CL)
Метод распределения расплава внутри: одноплунжерный, с висячим распределителем
1.7 Устройство всасывания мономера (2 комплекта)
Двухрядное и параллельное, с несколькими трубками
1.8 Охладительная камера (2 комплекта, последняя разработка CL)
Используется новая конструкция перекрестного обдува, основная рама изготовлена из алюминия, с нержавеющей стальной изоляционной пластиной.
1.9 Устройство растягивания (2 комплекта, последняя разработка CL)
Используется новая конструкция растягивающего воздуховода с теплоизоляцией.
1.10 Диффузор (2 комплекта, последняя разработка CL)
Ширина диффузора может быть отрегулирована онлайн.
2 Основное оборудование системы расплава (Meltblown)
Система дозирования: (1 комплект)
Каждая система использует автоматическую подачу с всасыванием отрицательного давления. Эффективная высота подачи материала составляет 12 м, а горизонтальное расстояние транспортировки — 60 м. Подающая труба изготовлена из нержавеющей стали с толщиной стенки 1 мм. Система дозирования обеспечивает интерфейс процесса к рабочему интерфейсу хост-оборудования для
запрос и сигнализация о неисправности системы дозирования выводятся на консоль главного оборудования для легкой проверки.
2.2 Винтовой экструдер (1 комплект)
Функция и состав оборудования: это устройство предназначено для прессования и плавления гранул PP, состоит из редуктора, шнека, смесительной головки, гильзы, керамического нагревателя, рамы и других компонентов. Оборудовано автоматической системой контроля температуры, охлаждающей системой и системой сигнализации. Основной привод использует управление с преобразованием частоты. Температурный контроль каждой зоны осуществляется с помощью модуля температурного контроля, твердотельного реле и термистора Pt 100, образуя замкнутую систему контроля температуры.
2.3 Фильтр расплава (1 комплект)
Прямое соединение с экструдером через фланец, состоит из двух фильтрующих блоков.
2.4 Шестеренный насос и привод (1 комплект)
Тип: шестеренный насос.
2.5 Прядильная головка и компоненты системы расплава (1 комплект)
Рабочее давление прядильной головки для расплава: 300℃.
2.6 Трубопровод расплава (1 комплект)Применяется общий режим с подогревом и теплоизоляцией.
2.7 Платформа из стальной конструкции (1 комплект, последняя разработка CL)
Платформа для системы расплава может подниматься и опускаться для регулировки DCD.
Платформа может также перемещаться по направлению CD и быть снятой.
2.8 Защитное устройство для ремня системы расплава (1 комплект, последняя разработка CL)
Защитное устройство для ремня для особых ситуаций, таких как внезапное отключение электроэнергии, остановка подачи горячего воздуха и остановка ремня.
2.9 Устройство нагрева для растягивания (1 комплект)
2.10 Вентилятор (Германия или Южная Корея)
2.11 Формовщик полотна (1 комплект, последняя разработка CL)
Скорость формирования полотна: 550 м/мин.
2.12 Горячий пресс-вал (2 комплекта)
Режим привода: пассивный.
2.13 Опорный вал (2 комплекта)
Твердость резинового слоя на поверхности не должна быть ниже SHA76.
2.14 Приводная система (1 комплект)
Приводные подшипники используют марки NSK или SKF, диаметр шейки вала — 90 мм.
2.15 Конструкция формовщика полотна:
Толщина стальной пластины боковой стенки — 40 мм. С обеих сторон имеются защитные крышки.
2.15 Двухвальный каландр (1 комплект, бренд CL))
Скорость производства: 550 м/мин.
Форма валов: верхний вал — тисненный, нижний вал — гладкий. Эффективная ширина узора тисненого вала — 3,700 мм. Ширина гладкого вала — 3,800 мм.
2.16 Гидрофильная система с сушилкой
Двухсторонний Kiss Roll с системой распределения масла.
2.17 Намотчик (1 комплект)
Эффективная рабочая ширина: 3,700 мм.
2.18 Резак (1 комплект)
Эффективная рабочая ширина: 3,700 мм.




